
Does Clinch Technology still have a place in modern manufacturing? Robotas Technologies believes so.
SMT dominates the majority of PCBA, but through hole technology refuses to go away. In the current climate, where developments in Power applications for re-chargeable’s, converters and drive systems are significantly increasing, and the sudden upturns in Aerospace and Defence contracts with ruggedized applications, the efficient assembly of through hole is still a relevant and crucial part of production.
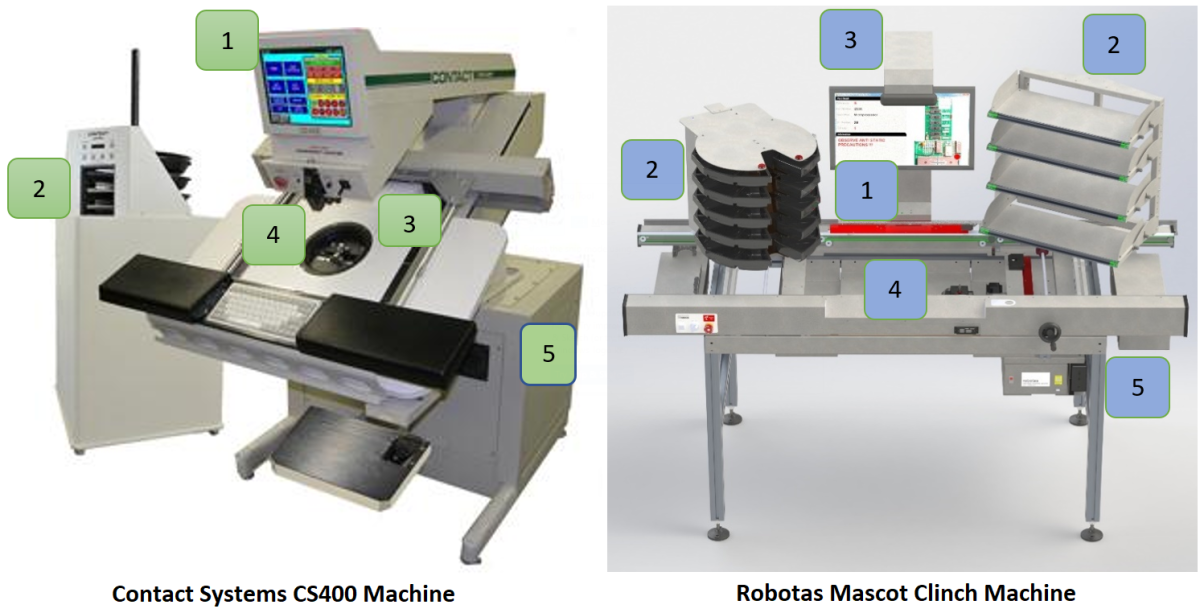
In its day the Contacts Systems CS400 unit was on the cutting edge of Clinch Technology in PCBA. The unique mechanical design and versatility of their system led it to be widely adopted on production floors across the USA. However, does this assembly method still have a place in production today?
We thought it would be interesting to look at the Contacts Systems CS400 system and to compare and contrast the new Mascot Clinch System.
- Operating System
In its day the CS400 offered the latest software platform. The stand-alone PC on a DOS operating system with a five-and-a-half-inch disk drive was very cutting edge. The CS400 system saved all its PCB programs on the PC.
In comparison, today the PC is the portal where you interface with your network, and
drives are now typically cloud based or network storage. The Mascot Clinch system offers a compact Windows 10 PC with complete network connectivity, allowing you to work with all your existing software tools, both online and offline.
2. Parts Dispensing
The Rotary Carousel design for parts storage on the CS400 was light years ahead when it first came out. It delivered a huge capacity of parts storage in a compact space, with the ability to deliver only the material you required when you needed it. The JIT bin system inspired most of the initial development for SMT reel storage systems, with similar methods still being used today for picking and delivering reels.
Robotas refined the thinking behind the carousel technology used in the Mascot making it compact, flexible and easier to implement; we feel it’s still the best way to store THT parts. However, Mascot can also use alternative technology to the JIT bin system because we felt that the carousels were mechanically complex and didn’t give any option to store larger components. Turning the problem on its head, Robotas developed their DPL ‘Dynamic Pick to Light’ technology. Instead of components moving to the operator, the indication moves to the component. Conventional pick to light indicated one part per position, however, DPL allows any shape or size of parts container to be indicated on the storage racking. This still provides the single picking of parts but with more flexibility and less mechanical constraints.
3. Component Placement Guidance
CS400 used two indicating lamps to show where parts should be placed on the PCB. Combined with a moving board system it allowed the correct PCB position to be indicated for each part. The operator therefore always fitted parts in the same correct location. It was an inspired solution. However, it was a complex and difficult system to maintain and not ideal with today’s ergonomic and safety standards.
Robotas’ Mascot employs a scanning eye-safe laser solution, indicating part position and polarity on the PCB with an accuracy of 0.4mm. The high contrast of the laser makes it an ideal indicator when you have varying background light levels. It also allows a more natural movement for the operator, as they work around the full board area avoiding fatigue on long shifts.
4. Cut and Clinch
The heart of the CS400 was its patented cut and clinch system. Once again, a revolution in thinking. Two centrally located combined cutting and clinching heads. The heads concentrically revolving around each other. The PCB was moved into position above the head. It’s a wonder to behold and it performs a faultless cut and clinch. However, considering the practicalities of the solution and the number of moving parts, along with the mechanical variations that can occur, its consistency was poor as both cutting head and motor drives tended to suffer quite heavily. This incurred significant down time for maintenance or replacement.
The Mascot system prefers a divide and conquer solution to the problem. Separating the cut and preform stage of the process to be handled offline, using high speed pre-forming and cutting systems like the Polyver G2 system, with its’ 0.1mm accuracy of cut and bend, delivering a thousand formed parts per minute. The Mascot then only has to focus on clinching the components. Using a high speed 3 Axis clinch head, a huge range of clinch angles and patterns can be achieved in a 360° area around the component leg. Bend angles can be selected for each leg between 35° to 85° in 1° increments. Ultimate flexibility.
Production down time is also now completely avoided by removing the cut and form part of the problem.
5. Programming
The use of assembly programs is an industry standard in all automated Machines. The CS400 used this to great advantage being able to move between one product and the next seamlessly. The one big drawback was its programming capability which was strictly manual data entry. This was common at the time due to the varied nature of board information that was available. Programs could take hours to produce and if you had a damaged floppy disk the data was lost.
If we spin the clock forward, board data is a lot more standardised today. A key criterion of any automated system is how simply and quickly it can be programmed. Robotas’ Mascot systems can be fully programmed using high level data like ODB++, CAD Data from Layout files, Gerber data or you can even import CS400 job files. Typically, the programming of a Mascot clinch program takes about 20-40 minutes. All system data can be stored on the company network, making it safe secure and easily backed up.
Summary
Comparing the technologies, it’s clear to see that the Mascot Clinch system has come a long way from the CS400 system. Contact Systems’ solution to Clinch PCBA is still highly respected by the Engineering team within Robotas though; it inspired us to create a solution for today’s production requirements.
Robotas’ Mascot Clinch Systems come in various configurations too; a Standalone version for batch production, a Pushtrack version with manual push/pull slide-line for inline production, or even a motorized SMEMA controlled conveyor version, allowing you to bring the majority of your THT into one automated flow line, streamlining your production.
If you are still running a Contact systems CS400 and have a requirement for Clinched PCBA, it is worth seeing the Mascot Clinch System in action.
Follow this link to get more information and details about the system: https://www.robotas.com/videos/















